Artikel ini adalah untuk memperkenalkan pukulan panel aluminium, yang juga disebut CNC Turret Punch di industri panel aluminium.
Apa itu Punch Turret CNC?
Mesin Punching Turret CNC terutama digunakan untuk pembentukan dan pemrosesan panel tinju aluminium, yang dapat mewujudkan fungsi meninju, peregangan dan pembentukan panel tinju aluminium. Ketebalan panel tinju aluminium olahan adalah di antara 0.5 ~ 6mm. Turret adalah perpustakaan cetakan alat mesin, yang dilengkapi dengan beberapa set cetakan. Karena cetakan stamping dibagi menjadi cetakan atas dan bawah, Turretnya dibagi menjadi menara atas dan bawah. Bagian cetakan atas cetakan dipasang di menara bagian atas, dan bagian cetakan yang lebih rendah dipasang pada posisi yang sesuai dari menara bawah, dan cetakan diperbaiki dengan baut. Sistem servo x, Sumbu y dan mekanisme transmismenya merupakan platform kerja dari pukulan menara, dan berbagai gerakan direalisasikan di bawah kendali sistem kontrol numerik.
Parameter
Cetakan menara tebal umum umumnya diklasifikasikan sesuai dengan ukuran aperture yang dapat diproses cetakan, yang nyaman untuk pemilihan cetakan. Biasanya dibagi menjadi a, B, C, D, E lima roda gigi.
Tipe (1/2″) Diameter Max 12.75mm 18 (4 menerima alat berbentuk)
Tipe b (1-1/4″) Diameter Max 31.75mm 10 (10 menerima alat berbentuk)
C jenis (1-1/4″) Diameter Max 31.75mm 2(2 Auto. INDEKS)
D jenis (2″) Diameter Max 50.8mm 2 (2 menerima alat berbentuk)
E jenis (3-1/2″) Diameter Max 88.9mm 2 (2 menerima alat berbentuk)
Ukuran Lembar Max: 1250*4980mm
Ketebalan lembar maks: 6.35mm
Kecepatan meninju pada hit pitch 25mm: 360/Min
Kecepatan menggigit (Panjang stroke 4mm, pitch 1mm) hit: 650/Min
Diameter tinju maks: 88.9mm
Meninju presisi: ± 0,1mm

Cara kerjanya?
Saat CNC Turret Punch Press bekerja, Sistem penjepit memperbaiki panel aluminium pada sinar yang bergerak dari meja kerja. Sistem CNC melakukan kontrol gerak real-time dari setiap sumbu dengan mendekode program pemesinan CNC dan mengesampingkan sinyal kontrol. Klem memperbaiki panel aluminium dan bergerak di tempat kerja, dan mencapai posisi yang akurat. Kemudian sistem kontrol mengirimkan perintah Punch Action untuk menyelesaikan pekerjaan stamping. Seluruh pemrosesan diselesaikan sesuai dengan urutan kode pemrosesan kontrol numerik.
Pukulan menara CNC terutama melakukan pemrosesan titik bidang dua dimensi. Kecepatan kerja Pukulan Turret CNC Efisiensi Tinggi dapat mencapai 100-150 r/mnt. Dari karakteristik pemrosesan stamping, Diketahui bahwa panel aluminium perlu diposisikan secara akurat selama proses stamping. Karena itu, Persyaratan real-time dari sistem kontrol numerik sangat tinggi. Setelah memasukkan dokumen gambar elektronik dari karya ke komputer, Perangkat lunak pemrograman otomatis akan dengan cepat menghasilkan program pemesinan alat mesin, dan alat mesin akan melengkapi penentuan posisi otomatis, Seleksi Die dan Stamping Panel Aluminium Di Bawah Koordinasi dan Perintah Sistem Kontrol Numerik.
Beberapa cetakan khusus
Alat mesin memiliki tabel pemosisian dalam arah x/y untuk memposisikan panel tinju aluminium, yang dapat mengirim panel tinju aluminium ke posisi yang mencolok; Perpustakaan cetakan tipe menara dapat memasang lusinan set cetakan, dan menara berputar untuk menemukan cetakan yang dipilih ke posisi yang menyerang, dan mekanisme stamping mendorong cap die untuk menyelesaikan stamping. Struktur cetakan sangat sederhana, tetapi melalui posisi panel tinju aluminium dan kombinasi cetakan, Berbagai pola lubang dapat ditinju di panel tinju aluminium, dan kontrol numerik stroke dari mekanisme stamping dapat menyelesaikan berbagai pola dangkal atau dalam. Ada berbagai jenis cetakan, Berikut hanya beberapa cetakan khusus:
1. Die berpori
Die berpori berarti bahwa sepasang die dapat meninju beberapa lubang secara bersamaan. Untuk panel tinju aluminium, Efisiensi dapat ditingkatkan beberapa kali saat menggunakan die berpori. Saat membuat cetakan berpori, Harus dipastikan bahwa jarak minimum antara lubang dan tepi panel tinju aluminium tidak boleh kurang dari dua kali ketebalan panel tinju aluminium. Jika jaraknya terlalu kecil, itu akan menyebabkan distorsi dan deformasi panel tinju aluminium, yang akan mempengaruhi efek pemrosesan. Di samping itu, Koneksi di antara mereka juga mudah rusak.

2. Shucetakan dan cetakan jembatan
Cetakan rana dan cetakan jembatan meninju dan meregangkan cetakan, dan mereka adalah cetakan umum untuk lemari.

3. Countersink mati dan manik mati
Countersink mati dan manik -manik mati milik cetakan ekstrusi mati. Die pressing iga terutama digunakan untuk menekan alur busur kecil pada permukaan datar untuk sama dengan efek tulang rusuk yang menguat dari permukaan papan, Dan pemrosesannya sederhana dan indah. Angka 2 adalah diagram efek dari countersinking die dan die iga.

Kesimpulan
Artikel ini terutama memperkenalkan pukulan menara dari empat aspek dari apa itu pukulan menara, parameter pukulan menara, cara kerjanya, dan beberapa cetakan khusus.
Pelat Punching Aluminium adalah pelat aluminium yang digunakan secara luas di industri panel aluminium, Jadi sangat penting untuk memahami pengetahuan yang relevan. Akhirnya, Silakan tonton videonya untuk melihat seluruh proses meninju.
Seluruh proses meninju
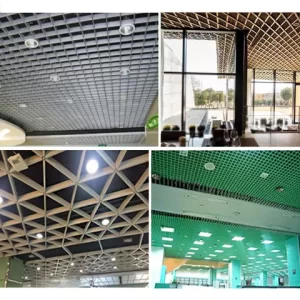
Di Alumidea , Produk kami banyak digunakan untuk eksterior dan interior dalam arsitektur dan bangunan, pusat perbelanjaan, RSUD, Stasiun Metro, Stasiun kereta api dll. Untuk keuntungan multifungsi seperti ventilasi, dekorasi, partisi, sangat baik dalam transmisi lampu dan sebagainya.
Jika ada persyaratan untuk panel dekoratif aluminium, silakan hubungi kami ! Kami akan menawarkan penawaran dan layanan terbaik !
Mencari Pemasok Fasad Untuk Proyek Anda?
Alumideas adalah produsen fasad aluminium di Cina. Kami memberikan solusi terpadu untuk proyek pelapis dekoratif interior dan eksterior Anda. Minta penawaran sekarang!
Kami akan menghubungi Anda di dalam 1 hari kerja, harap perhatikan email dengan akhiran “@www.alumideas.com”.